Every float switch order starts with a conversation. Most customers know they need a level sensor, but the right configuration depends on details that aren’t
The liquid you’re measuring drives nearly every material decision on the Float Switch. A bad spec leads to premature failure, process contamination, or both. A
Mounting location directly affects switch performance. An incorrect placement can result in missed set points, restricted float travel, or a configuration that physically cannot be
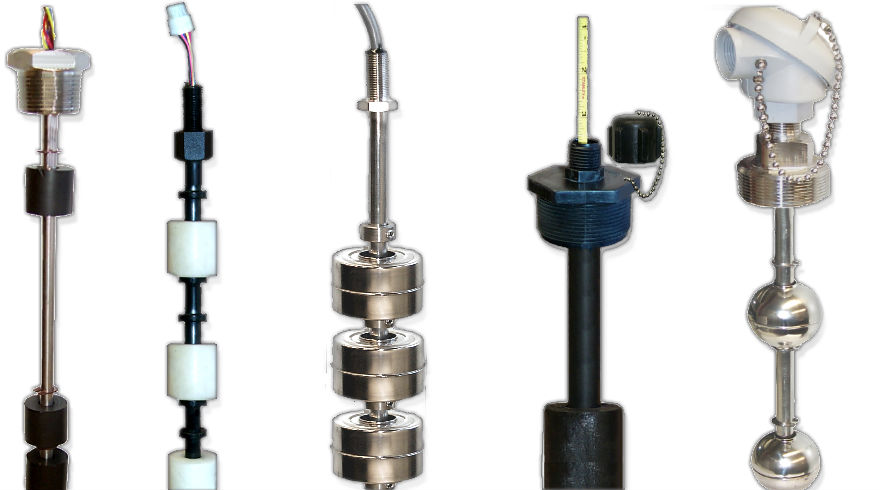
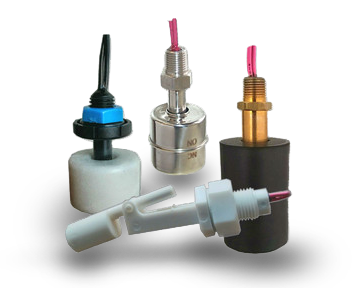
Float switches are one of the simplest and most reliable ways to monitor and control liquid levels in tanks, sumps, and vessels. Whether you’re protecting